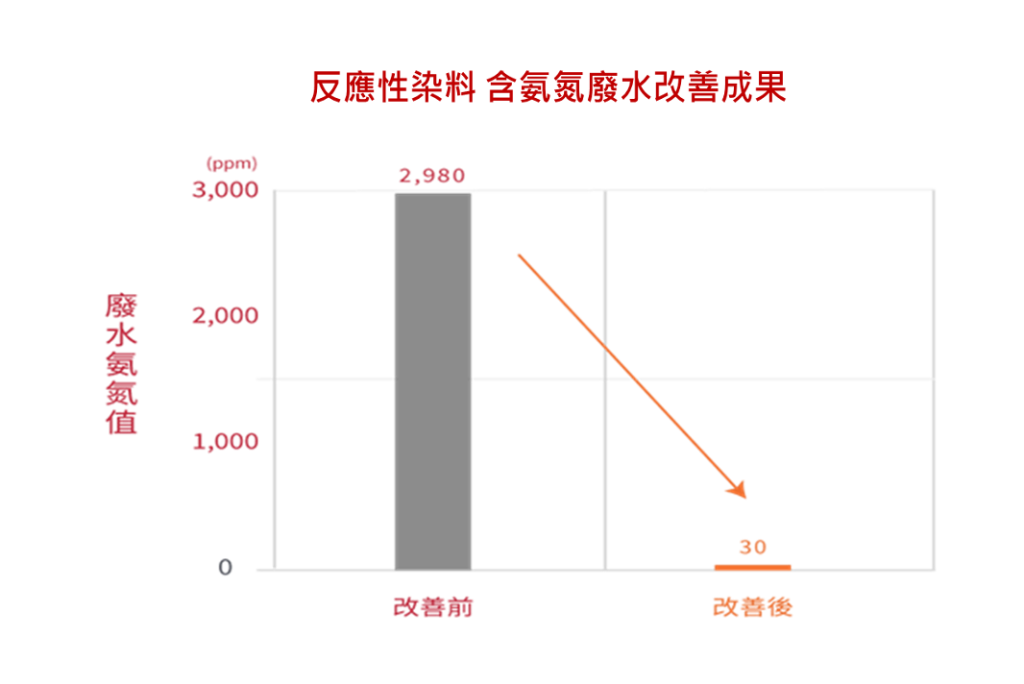
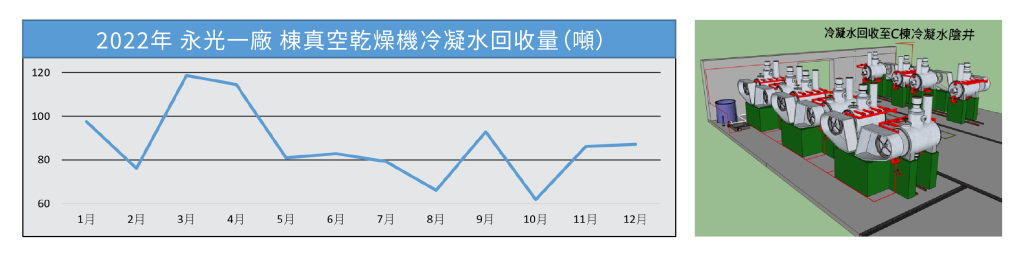
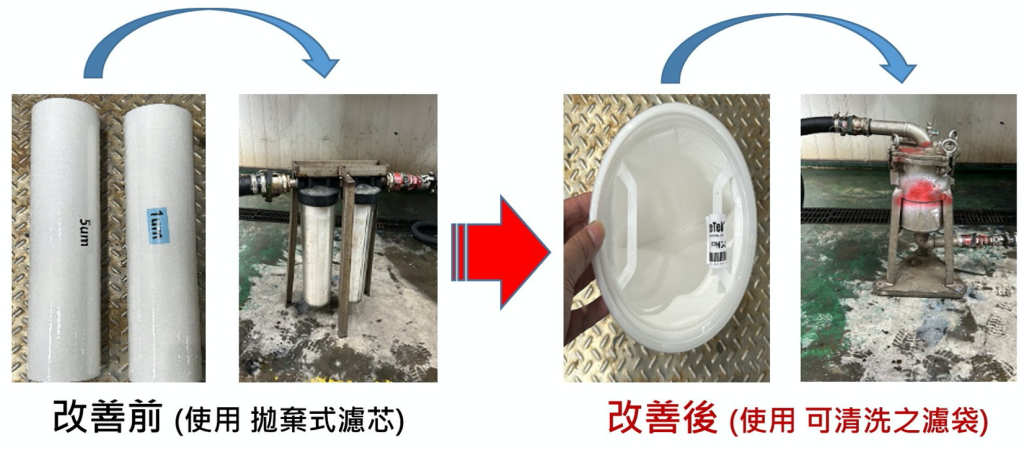
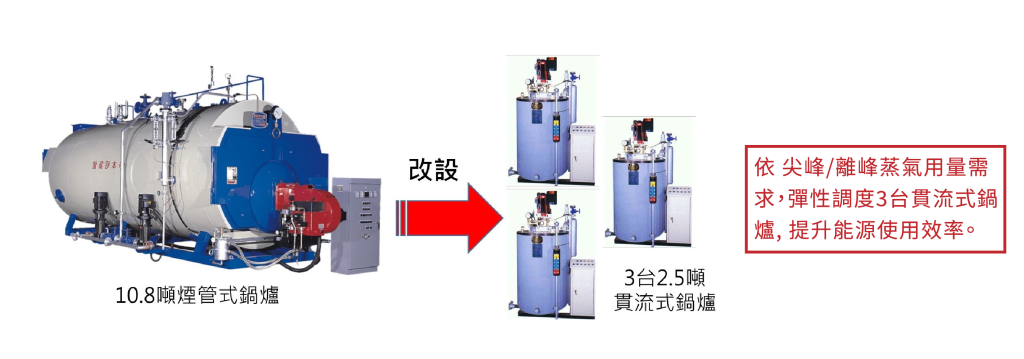
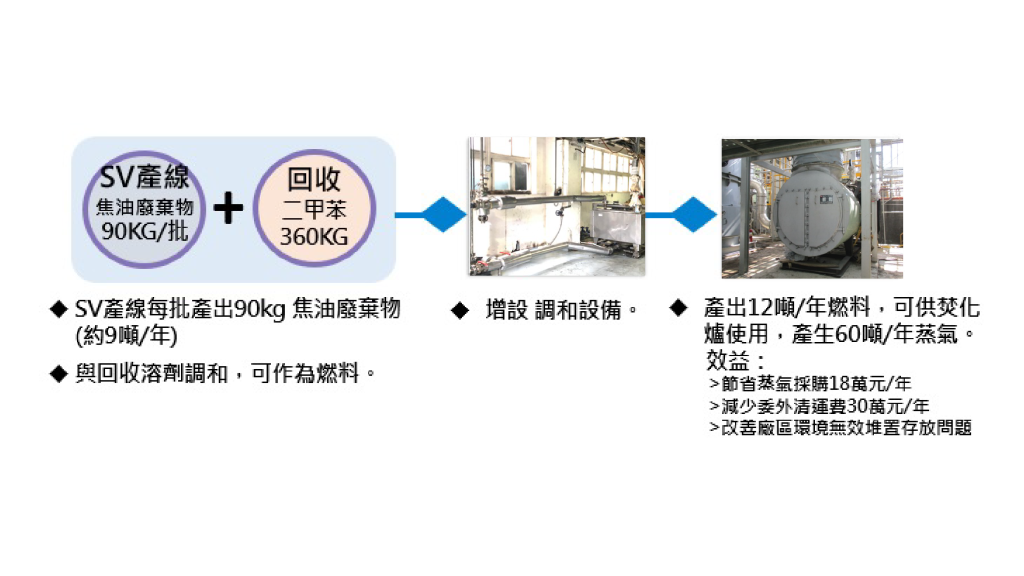
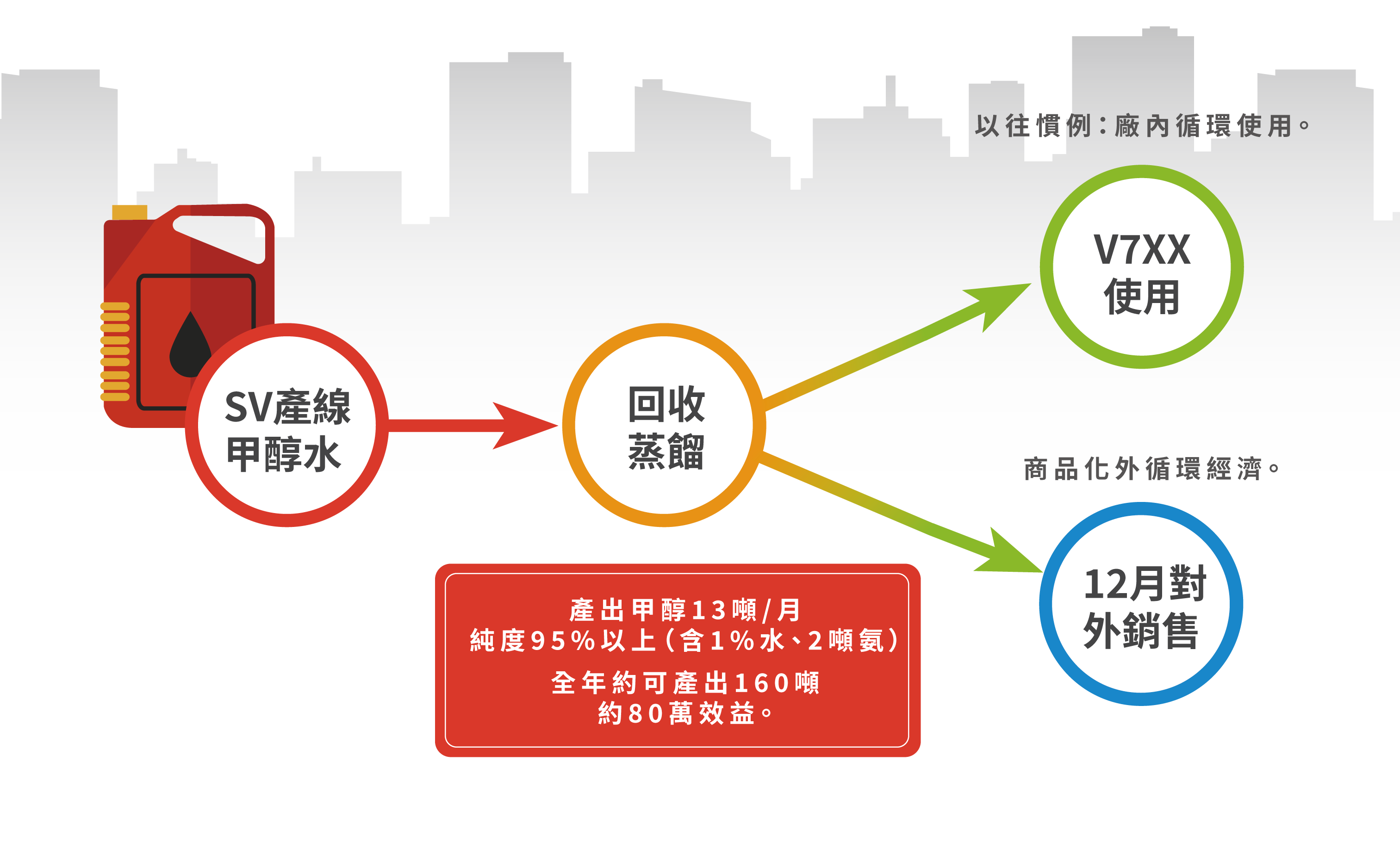
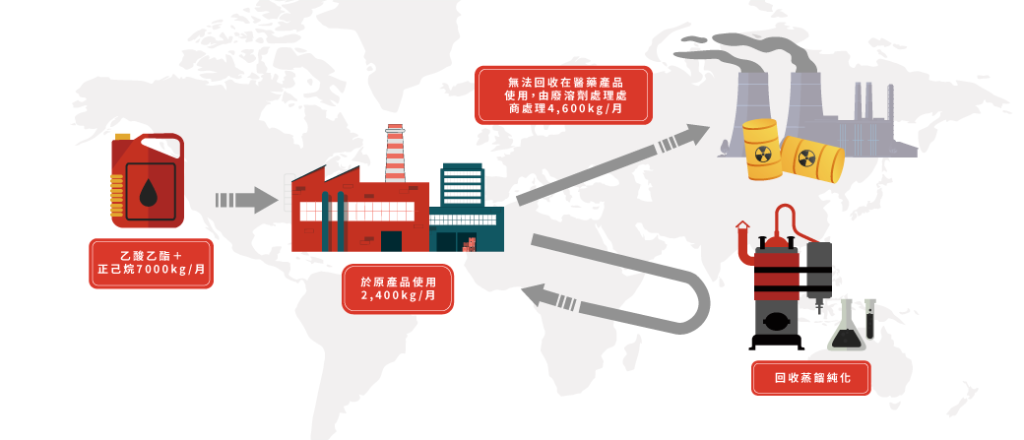
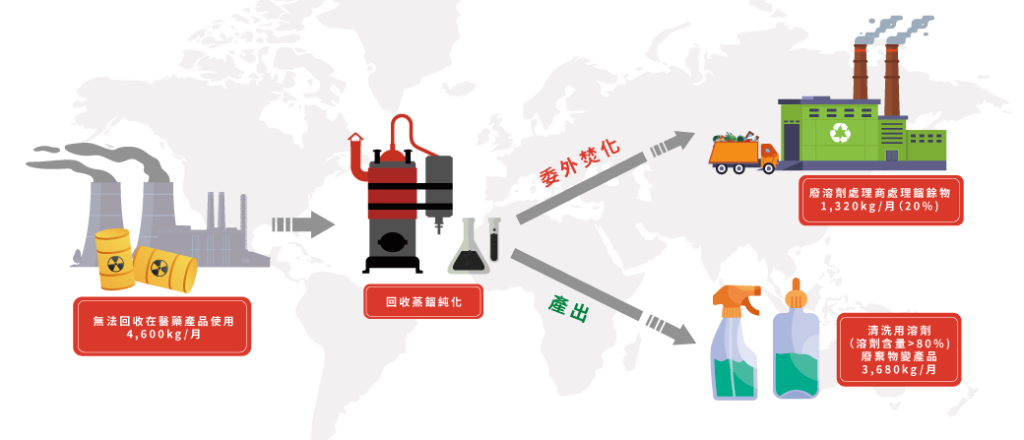
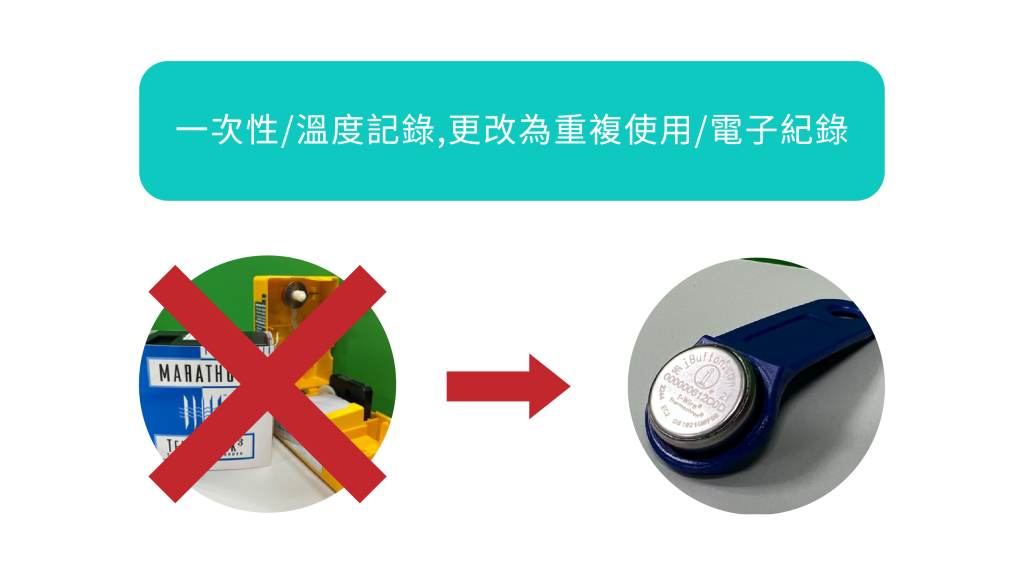
綠色化學應用與成果 首頁 / 綠色化學與產品責任 / 綠色化學應用與成果 首頁 / 綠色化學與產品責任 / 綠色化學應用與成果 1.永光實踐綠色化學之成果 永光長期致力推廣綠色化學,各廠區皆力行實踐綠色化學12項原則,成效卓著。2019、2021年獲環保署「綠色化學應用及創新獎」;2021年獲台灣化學產業協會(TCIA)「循環經濟成果獎」。 自2020年起每年舉辦「永光綠色化學研究論文獎」,鼓勵大專院校化學化工相關系所師生發表綠色化學科研成果,為化學產業生態鏈注入正能量。 2.永光如何推動綠色化學? 永光推動綠色化學之工作重點: 提升原子利用率 2016年將「原子利用率」(目標:61%)列為管理指標;2022 年原子利用率為70.9%,相較2021年減少廢棄物產出量6噸。 製程減廢、減污與減排 引進廢水處理新技術,減少污泥產生、降低COD、氨氮、色度,並執行水回收與製程廢水再利用。 廢棄物回收再利用 2022 年廢棄物回收利用率已達72% 3.綠色化學成功案例分享 案例1:反應性染料的製程改善 「改變反應製程條件」讓原子利用率提高,就能降低氨氮的排放、符合環保要求,可謂一舉兩得。 案例2:改善廢水硬度,達成污泥減量 以化學專業為基礎,在不影響品質與效率的前提下,重新盤點現有製程,進而大幅下降酸、鹼用量,有效提高原子利用率,也減少14% 污泥產出量;每月節省20萬元的污泥處理費。 案例3:發展數位印花墨水,體現綠色化學 永光化學發展數位印花墨水(Digital Textile Printing; DTP ),有效降低客戶在產品應用端的環保負荷及減少碳排。至今已幫客戶創造出:減少碳排95%、節省色漿耗用97%、省水62%、省耗材85%、省能源57% 等效益。 案例4:導入臭氧觸媒高級氧化處理系統 永光四廠應用綠色化學12項原則,引進「臭氧觸媒高級氧化處理系統」處理高色度廢水,有效提昇臭氧之「COD單位利用率」(由0.3提升至0.8),同時也提高能源效率。 其它案例說明 案例5:製程持續改善,提升原子利用率 綠色化學 應用綠色化學原則,充分運用原料的每個原子。成功減少1當量酸進行重氮化反應,完成三支皮革染料的製程改善,同時減少鹼用量,並維持產率及品質。 2022年共減少化學原料投入量69.3噸,節省18.9萬元原料成本,減碳 0.51噸。 案例6:真空乾燥機蒸氣冷凝水回收再利用 循環經濟 現況:冷凝水直接排入水溝、冒煙,5S不佳。冷凝水為乾淨水無回收,水資源浪費 。 對策: 新設二只陰井於真空乾燥機兩側。 配管將冷凝水排至陰井,回收至硬水系統再利用。 效益: 冷凝水回收量 合計:1,044噸/年。平均:87噸/月。 案例7:液態成品過濾濾材回收再利用 綠色化學 現況:液態成品過濾使用1um及5um濾芯過濾,用完即丟棄,造成廢棄物產出。每批約使用1um、5um濾芯各3支,浪費資源。 對策:使用雙層濾袋過濾液態成品,清洗後即可重複使用避免資源浪費。 效益:2022年共減省費用10萬元,減少廢棄物1噸,減少廢棄物清運費2萬元。 案例8:提升鍋爐效率 綠色化學 停用10.8噸煙管式鍋爐,改用3台2.5噸貫流式鍋爐,運轉效率由86.6%提升至97.5%,天然氣使用量減少11%/年。減少碳排放量 252 tCO2e/年。 案例9:墨水產品之持續改善 綠色化學 (1)開發鈉鹽產品替代鋰鹽產品,減少LiOH使用。 (2)調整反應莫耳比,減少氨水與鹽用量。 (3)2022年原子利用率73.4%,較2021年提升7.9%,減少原料用量2,819噸。 案例10:SV產線之焦油廢棄物, 轉作能源燃料使用 循環經濟 (1)SV產線每批產出90kg 焦油廢棄物 (約9噸/年) (2)增設調和設備(與回收溶劑調和),轉為12噸/年燃料,可產生60噸/年蒸氣。 (3)財務效益:節省蒸氣採購18萬元/年+減少委外清運費30萬元/年。 案例11:SV產線回收甲醇出售 循環經濟 (1)SV產線回收95%甲醇13噸/月,以往只供廠內自用。 (2)回收甲醇商品化後,可將過多的回收甲醇對外銷售,增加80萬元/年效益。 案例12:大宗原料以槽車取代53加侖鐵桶,減費又減廢 循環經濟 (1)廠內增設大宗原料儲槽,要求供應商將特定大宗原料改以 ISO Tank 交貨。 (2)財務效益:節省原料包材費用(全年約3,250個鐵桶包材,共290萬元)+空鐵桶清運處理費。 案例13:廢棧板修復使用及棧板回收再利用 循環經濟 永光三廠2022年修復廢棧板約400個(節省6.4萬元)、回收約2,000個原料棧板(節省32萬元),合計38.4萬元。 案例14:PUR空桶回收、循環再利用 循環經濟 客戶使用完的PUR產品空桶,與客戶談妥PUR產品空桶之購回價格,回收再使用於PUR產品盛裝。自2020年開始執行,2022年節省約50萬元的空桶採購費用。 No Data Found No Data Found No Data Found 案例15:醫藥中間體製程優化,縮時且更減廢 循環經濟 改善前:原製程為8步驟,需4次管柱純化作業,且耗費大量溶劑。 改善後:新製程為7步驟 (變更 保護基),且只需1次純化 (以 “結晶純化” 取代 “column純化” ),溶劑廢液僅為 1/10,大幅減少製程時間。 效益:減少溶劑使用量2,000kg/批;加工費降幅達 50%。 案例16:原料藥產線廢溶劑,純化後轉作商品化 循環經濟 改善前:產線有 4,600kg/月之廢溶劑,需委外焚化處理。 改善後:增設廢溶劑蒸餾產線,蒸餾出可商品化之產品(清洗劑);餾餘物(1,320kg/月)再委外焚化處理。 效益:每年減少廢溶劑處理費138萬元。 改善前-現況問題 改善後 效益 案例17:廢木棧板轉做固態燃料,發揮剩餘價值 循環經濟 改善前:廢木棧板,送往新竹市焚化爐處理。 改善後:提供給廠商加工處理:木棧板粉碎–>加壓成型做成固態生質燃料–>工業用與民生用途。 效益:2022年共處理 15,490公斤廢木棧板。 案例18:作業方法改善,減少溶劑使用量 綠色化學 改善前:彩粉換線需以溶劑清洗桶槽及管線設備,確保潔淨。 改善後:以 “乾冰清洗機” 取代大部分溶劑用量。 效益:減少溶劑使用量7公升/次、降低危害;清線工時也從 24小時減為 19小時。 案例19:以鋼印/噴印 取代貼紙,減少廢棄物產生 綠色化學 改善前:碳粉產品外包裝都需以貼紙標示批號。 改善後:改用鋼印或噴印方式。 效益:減少紙類廢棄物的產生;且節省貼標費用。 案例20:製程副產物回收, 重製成品銷售 循環經濟 改善前:碳粉產線製程中產出之細粉(副產物) 無法銷售,待處理。 改善後:將回收之細粉,回產線重製成可供銷售之成品。 效益:2022年共重製 21,900kg,大幅提升原子利用率。 案例21:減少使用危化品 綠色化學 改善前:檢驗原料時會用到易制毒、易制爆化學品(高錳酸鉀、濃硫酸)。 改善後:改善檢驗流程,不再需要使用高錳酸鉀與濃硫酸。 效益:大幅提升檢驗流程之作業安全性。 案例22:光阻劑產線低純度清洗液, 交溶劑廠商回收再利用 循環經濟 改善前:低純度PMA清洗液(80噸/年)/EL清洗液(6噸/年),交廠商焚化處理。 改善後:將低純度PMA清洗液/EL清洗液,交由溶劑廠商回收再利用。 效益:PMA清洗液(80噸/年)效益 200萬元/年;EL清洗液效益 66萬元/年。溶劑回收再利用之占比,由35% 大幅提升為94%。 No Data Found 回收再利用:35% ➝ 94% 案例23:隨車紀錄產品環境溫度之“一次性溫度器”,改採“可重複使用”之溫度記錄器 改善前:送貨到國內客戶端,都採用「一次性溫度器」隨車紀錄溫度。 改善後:引進可重複使用之「溫度電子計錄器」。 效益:每年減少120pcs之一次性溫度記錄器。 案例24:53加崙之原料空鐵桶,盛裝可回收溶劑,循環再利用。 改善前:原料空鐵桶,都交由資源回收廠商清運。 改善後:盛裝可回收溶劑,送交溶劑廠商進行溶劑回收,循環使用。 效益:每年可減少110個廢棄鐵桶,減廢總重量達 2,200公斤/年。 4.未來展望 永光化學要落實綠色化學理念,才能讓公司的業務發展與環境永續,人群的健康樂活同步獲得提升。就像綠色化學之父John Warner所說,綠色化學品要同時考慮到 “無毒永續,成本競爭力與優異的應用效能”,三者缺一不可。永光長年落實綠色化學,更於2022年開始展開 「永續產品盤查與發展藍圖」以及「碳盤查與碳削減路線」專案,期能透過現況盤點,做出長期且可行的目標規劃,並結合新興化學化工技術與精進的生產設備,讓未來的美好更指日可待。永光自我期許:綠色化學不只是努力的目標,而是可以落實在化工業的日常。